표면거칠기의 컷 오프 값(기준길이, 평가길이)
KS B 0161(표면거칠기 정의 및 표시: 1999)에 따르면 컷오프 파장은 0.08, 0.25, 0.8, 2.5, 8, 25mm 등 6가지 중에서 선택하여야 한다. 컷오프 파장의 기호는 λc, 단위는 mm이다.
컷 오프 값이란,
표면 거칠기를 측정하기 위한 기준 값.
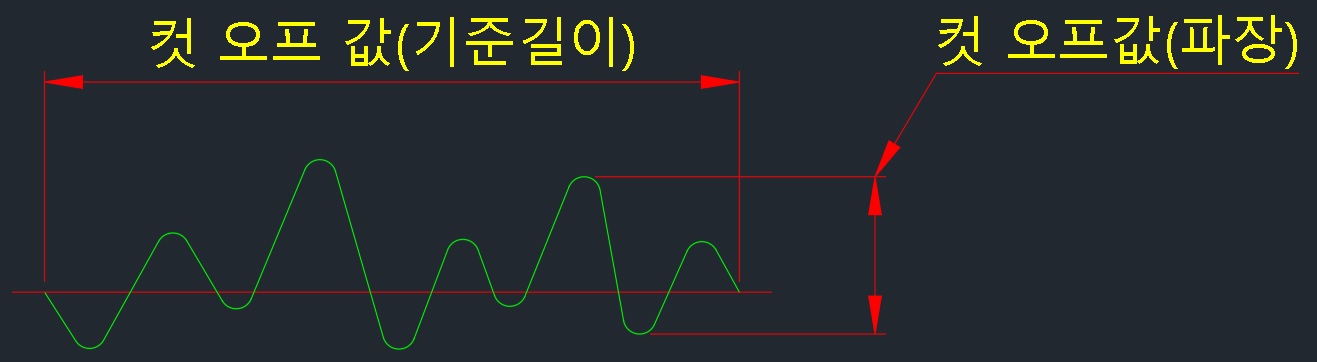
컷 오프 값의 길이
100m달리기를 할 때에도 시작점과 끝점이 존재하듯 표면 거칠기를 측정할 때도 여기서부터 ~ 저기까지의 (←기준이 되는 길이) 표면 거칠기를 측정하는 것이다.
표면 거칠기의 값을 나타내는데, 0.08, 0.25, 0.8, 2.5, 8, 25mm 등 6가지 중에서 선택하여 정밀도를 나타내야한다.
컷 오프 값의 높이(파장)
정밀하게 가공된 광학 부품 - 0.08mm
연삭 가공된 부품 - 0.25mm
일반 가공 부품 - 0.8mm←기본적으로 특별한 지시가 없을때 사용.
매우 거칠게 가공된 부품 - 8.0mm
컷 오프 값에 따른 거칠기를 구하는 방법에는 크게 세 가지가 있다.
최대 높이(Rmax) - 측정 구간(기준 길이) 내의 단면 거칠기의 최고와 최저 사이의 높이를 미크론 단위(μm)로 나타낸 것으로, 숫자 뒤에 S를 기입해 최대 높이를 나타냄을 알린다. 표면의 흠이라고 볼 수 있는 너무 높은 산이나 깊은 골은 제외한다.
10점 평균(Rz) - 측정 구간(기준 길이) 내의 모든 표면 요소중, 측정 구간 평균선을 기준으로 가장 높은 산부터 순서대로 5개, 가장 깊은 골부터 순서대로 5개씩을 찾아, 각각의 5개 점의 평균선으로부터의 거리값 평균을 구하고 그 차이값을 미크론 단위(μm)로 표시한다.
산술평균거칠기 = 중심선 평균(Ra) - 측정 구간(기준 길이)의 중심선에서 위쪽과 아래쪽 전체 면적의 합을 구하고, 그 값을 측정 구간의 길이로 나눈 값으로 표시한다. 참조 Click!
아래는 많이 사용되지 않아서 이런게 있다고만 생각하면 될 듯하다.
제곱평균 거칠기(RMS : Root Mean Square, Rg ) - 중심선으로부터 거리 제곱을 적분한 값을 기준 길이로 나누고 다시 제곱근을 구해 계산한 값으로 일반적으로 Ra보다 약 10% 커진다.
정보가 유용하셨으면 공감 한 번 눌러주시면 감사하겠습니다!
게시글 주변에 관심있는 광고의 클릭은 제게 큰 힘이 됩니다.
'공부중인 기계설계 > 표면거칠기 개념잡기' 카테고리의 다른 글
| 표면 파상도 = 표면파형(Waviness) (0) | 2020.06.15 |
|---|---|
| 다듬질 여유 (0) | 2020.06.14 |
| 산술평균거칠기(Ra) - 중심선 평균 거칠기 (0) | 2020.06.12 |
| 표면 거칠기의 기호 작성하는 법 (0) | 2020.06.10 |
| 가공 방법의 기호와 표시(금속 가공의 약자) (0) | 2020.06.10 |




댓글